
注塑件色差从何而来?如何精准测量?这篇全讲透了
时间:2026-07-17
色差是注塑行业最常见的质量缺陷,也是最难控制的难题之一。从原料到工艺,每一个环节都可能埋下色差的隐患。本文将系统梳理色差成因、测量方法与设备选型,帮助注塑企业建立科学的颜色管控体系。
一、注塑件色差的五大根源
1. 母料批次差异
塑料母料本身带有基色,不同批次的母料基色存在天然波动。基色差异越大,最终产品的色差越明显。
2. 色母质量问题
色母是色差的最主要影响因素。热稳定性差、分散不均匀、遮盖力不足的色母,在注塑过程中极易导致颜色偏移。
3. 混合不均匀
色母由着色剂、分散剂和塑料原料混炼而成。由于静电作用,色母可能与主料分离、吸附于料斗壁,造成注塑周期中色母添加量不稳定。此外,不同着色剂在高温下的分解速率不同,也会引起色差。
4. 注塑工艺波动
加热圈损坏、温控系统失灵、螺杆转速或背压变化等工艺参数的波动,会直接改变熔体温度和剪切力,进而影响颜色表现。
5. 设备与环境污染
设备死角积料、模具表面油污、烘料斗内灰尘等异物混入,同样会造成不可预期的色差。
二、注塑件色差测量方法
目前主流方法有两种:目视法和仪器测色法。
方法一:目视法
在标准光源箱中将产品与标准样板放在同一角度对比。优点是直观快捷,缺点是主观性强——不同人、不同光线条件下的判断结果差异较大。
重要提醒:目视评色必须在标准光源箱中进行。普通照明灯的色温不稳定,容易导致误判。

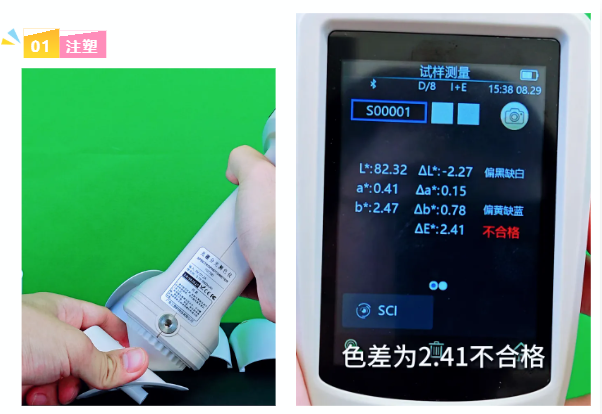
方法二:仪器测色法(推荐)
使用色差仪测量标准样板和试样,直接输出色差ΔE*值。该方法客观、可量化、可追溯,已成为行业主流。

三、色差仪选型要点
3.1 光路结构
D/8积分球(SCI/SCE):注塑件首选。积分球结构可消除表面纹理和光泽的影响,SCI模式包含镜面反射,SCE模式排除镜面反射,两者配合可全面评估颜色。
45°/0:适合表面平整、光泽均匀的注塑件,测量结果与人眼观察角度更接近。
3.2 测量口径
平面件:选Φ8mm标准口径。
大型或异形件:选大口径(如Φ20mm以上),提高数据代表性。
小部件(如拉链齿):选Φ4mm小口径。
3.3 精度等级
分光型色差仪:适合实验室配色、原料入厂检验,数据可溯源。
经济型色差仪:适合生产线现场快速抽检。
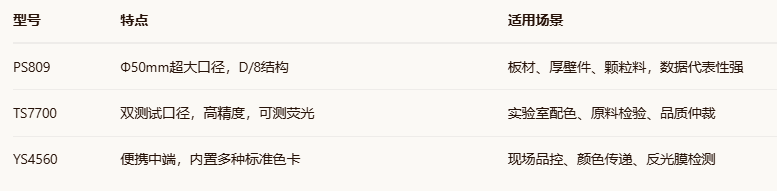
3.4 三恩时推荐型号
四、注塑件色差测量标准流程(以TS7700为例)
第1步:准备工作
样品处理:选取表面平整、清洁、无划痕、无气泡、无脱模剂残留的注塑件。
仪器准备:开机预热10分钟,用黑筒和白板完成校准;设置测量参数(光源D65、观察角10°、口径8mm)。
第2步:标样测量
将TS7700测量口径紧贴标样表面,确保不漏光。按下测量键,记录标样的L、a、b及C值。
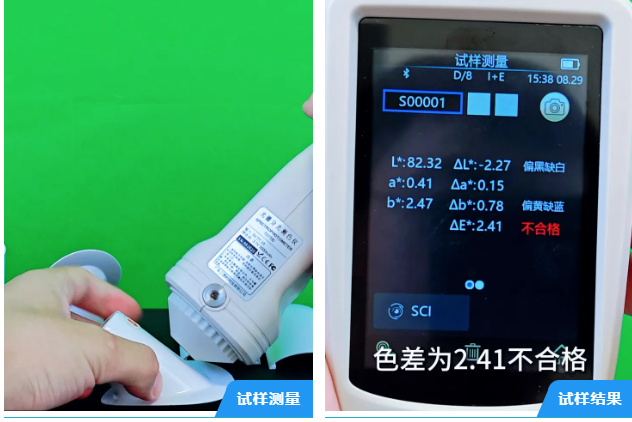
第3步:试样测量
切换到试样测量模式,更换样品,重复上述步骤。仪器自动计算ΔE、ΔL、Δa、Δb、ΔC*等色差数据。
第4步:数据分析
直接在仪器上查看结果。
如需深度分析,可通过USB连接SQCX上位机软件,下载安装后生成检测报告、趋势图等。
五、注塑件色差标准参考
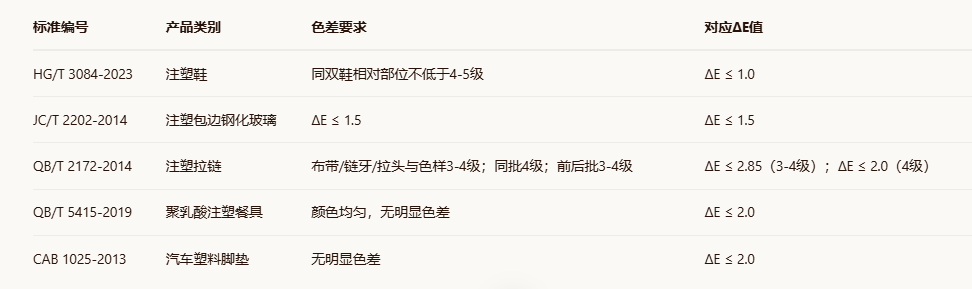
5.1 行业通用标准
注塑件色差一般要求达到3~4级以上(参照GB/T 250-2008灰色样卡),对应ΔE值约为2.85以内。不同产品具体要求如下:
5.2 实用建议
实际生产中应以供需双方约定的色差上限为准。
建议每批次留样存档,便于追溯。
定期校准色差仪,确保数据准确性。
六、总结
注塑件色差控制是一项系统工程,需要从原料、工艺、设备、测量四个维度协同发力。选择合适的色差仪并执行规范的测量流程,是实现颜色精准管控的基础。三恩时系列色差仪覆盖从生产现场到实验室的全场景需求,欢迎咨询试用。
推荐产品一览
PS809大口径分光色差仪:Φ50mm超大测量面积,数据代表性极佳。
TS7700分光测色仪:双口径设计,实验室级精度。
YS4560便携分光测色仪:内置标准色卡,现场品控利器。
P60+/T60+标准光源对色灯箱:符合ISO、ASTM、DIN等多国标准,目视评色必备。
如需获取更多注塑件色差测量方案,欢迎随时联系我们!
