
塑料白度值解析与精准测量方法指南
时间:2025-09-04
塑料白度是评价其外观品质的关键指标之一,直接影响产品的美观度和市场接受度。它反映了塑料材料对光线的反射能力,是质量控制和生产工艺水平的重要体现。本文将详细阐述塑料白度的常见范围,并系统介绍其科学测量方法与步骤。

一、塑料白度的常见范围
塑料的白度值并非固定不变,它会因材料类型、添加剂(如钛白粉、荧光增白剂)和生产工艺的不同而有显著差异。下表列出了常见塑料的典型白度参考范围:
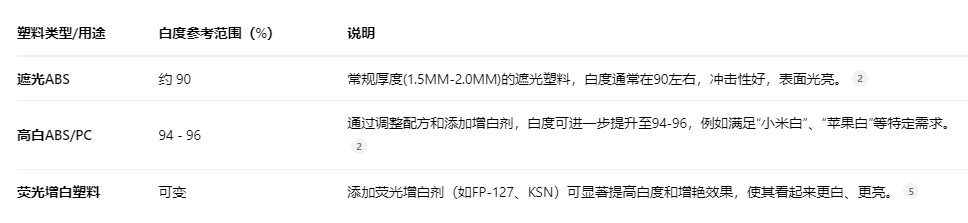
请注意:以上值为常见参考范围,具体数值会因厂家配方、工艺及测量仪器差异而波动。
二、塑料白度的测量标准与原理
塑料白度的测量主要遵循国家标准GB/T 2913-1982《塑料白度试验方法》。该标准定义了塑料白度为:不透明的白色或近白色粉末状树脂和板状塑料表面对规定蓝光漫反射的辐射能,与同样条件下理想的全反射漫射体反射的辐射能之比率,以百分数表示。
测量原理是基于漫反射定律。仪器发射特定波长(通常峰值在457nm蓝光区域)的光束照射样品表面,然后检测其漫反射光的强度,并与已知反射率的标准白板进行比较,最终计算出样品的白度值。对于含有荧光增白剂(FWA) 的塑料样品,仪器光源还需包含紫外线成分,以激发荧光效应从而准确评估其增白效果。
三、测量方法与步骤详解
塑料白度的测量需使用专用的白度仪或分光测色仪。以下是基于GB/T 2913标准的详细操作步骤:
1. 仪器准备与校准
开机预热:接通电源,按说明书要求预热仪器至稳定状态(通常需20-30分钟)。
零点校准:将仪器配备的标准黑筒紧密覆盖测量孔,进行调零操作。
白板校准:取下黑筒,将经计量检定的工作标准白板紧密贴合测量孔,进行校准,确保仪器显示值与白板标定值一致。此步骤对保证数据准确性至关重要。
2. 样品制备
塑料样品的制备需根据其形态(粉末或板状)采用不同方法:
粉末试样:
将试样均匀置于深度≥6mm的样品池中,使试样面超出池框约2mm。
用光洁的玻璃板覆盖在试样表面,压紧并稍加旋转,然后小心移去玻璃板。
用光滑的金属直尺沿样品池框刮去多余试样,使表面平整光滑。
目视观察,试样表面应无凹凸不平、疵点、斑痕等异常现象。
板状试样:
单片测试:直接测试单层试样。若试样透明或半透明,需叠加至适当厚度直至测得的白度值不再变化。
表面检查:目视观察试样表面,应无凹凸不平、疵点、斑痕等异常现象。
3. 测量操作
将制备好的试样平稳放置在仪器样品台上,确保与测量孔紧密贴合,无漏光。
按下测量键,读取并记录白度值,精确至0.1%。
重复测量:为获得可靠结果,需进行多次测量:
对于粉末样品,可将样品在样品台上水平旋转90°再次测量。
对于板状样品,可翻转试样测量另一面,或更换不同试样。
通常需至少测量三次,最终结果取算术平均值。
4. 数据记录与分析
记录每次测量的白度值,并计算平均值。同时,许多现代白度仪还能输出淡色调指数(Tw, Tw10)等其他色度指标,用于更全面地描述样品的白色特性(偏蓝或偏红)。
四、影响测量准确性的关键因素与注意事项
仪器校准:定期校准是保证数据准确性的基础。标准白板需妥善保管,避免污染和划伤。
样品制备:样品表面的平整度、光滑度及厚度均匀性对结果影响极大。制备过程需严格规范操作。
荧光增白剂:若塑料中含有荧光增白剂,应确保所使用的白度仪具备相应的UV调节功能,以准确评估其贡献值。
环境与操作:避免在强光直射环境下测量。操作时勿触摸测量口和样品表面,防止油污和指纹影响结果。
五、结语
塑料白度是其品质的“面子工程”,精准测量与控制是提升产品外观竞争力的关键。遵循国家标准GB/T 2913,采用科学的仪器和方法,严格规范操作步骤,才能获得真实、可靠的白度数据,从而有效指导生产配方优化、工艺调整和质量判定,确保您的塑料产品在市场竞争中始终保持“靓丽本色”。
